ASME BPVC Sec IX: BPQ 작성법
WPQ 작성법 이후에 WPS/PQR 검토 방법에 대해서 글을 쓰려고 했으나 정리해야 할 내용이 너무도 방대하여 엄두가 나지 않고 있다. 그래서 우선 BPQ(Brazer Performance Qualification) 작성법에 대해서 이야기를 하고자 한다. 과연 한국에서는 ASME 양식의 BPQ가 사용되기는 할까 싶지만 그래도 그 누군가는 필요한 정보가 아닐까 싶어서 글을 쓴다.
ASME BPVC Sec IX(이하 ASME Sec IX 혹은 Sec IX)은 QG(General Requirements와 용어 설명), QW(Welding), QB(Brazing), QF(Plastic Fusing)의 4가지 파트로 구분된다. QG와 QW는 용접에서 사용되는 파트이니 많은 사람들이 알고 있을 듯 하지만 QB와 QF는 약간 생소할 것이다. 나 또한 현재 일하는 곳 이전에는 QB와 QF 파트는 읽어본 적이 없으며 아직까지도 QF는 1~2번 참고해 보았을 뿐이다.
Brazing을 설명하는 QB 파트는 QW와 동일한 구조로 되어있다. 즉, QB-100은 일반적인 요구사항, QB-200은 Brazing Procedure Qualifications, QB-300은 Brazing Performance Qualifications, QB-400은 Brazing Data이다. 따라서 BPQ 작성을 위해서는 WPQ와 마찬가지로 QB-300을 보면 된다. 그리고 WPQ와 마찬가지로 BPQ의 양식은 정해져 있는 것이 아니나 대부분 ASME Sec IX에 나와있는 QB-484 Suggested Format을 사용하거나 그것을 기본으로 하여 자체 양식을 만들고 있다.
구리 배관과 커플링을 BCuP-5으로 Torch Brazing 하는 BQP의 예이며 오른쪽에는 Essential Variables를 연결하여 보았다.
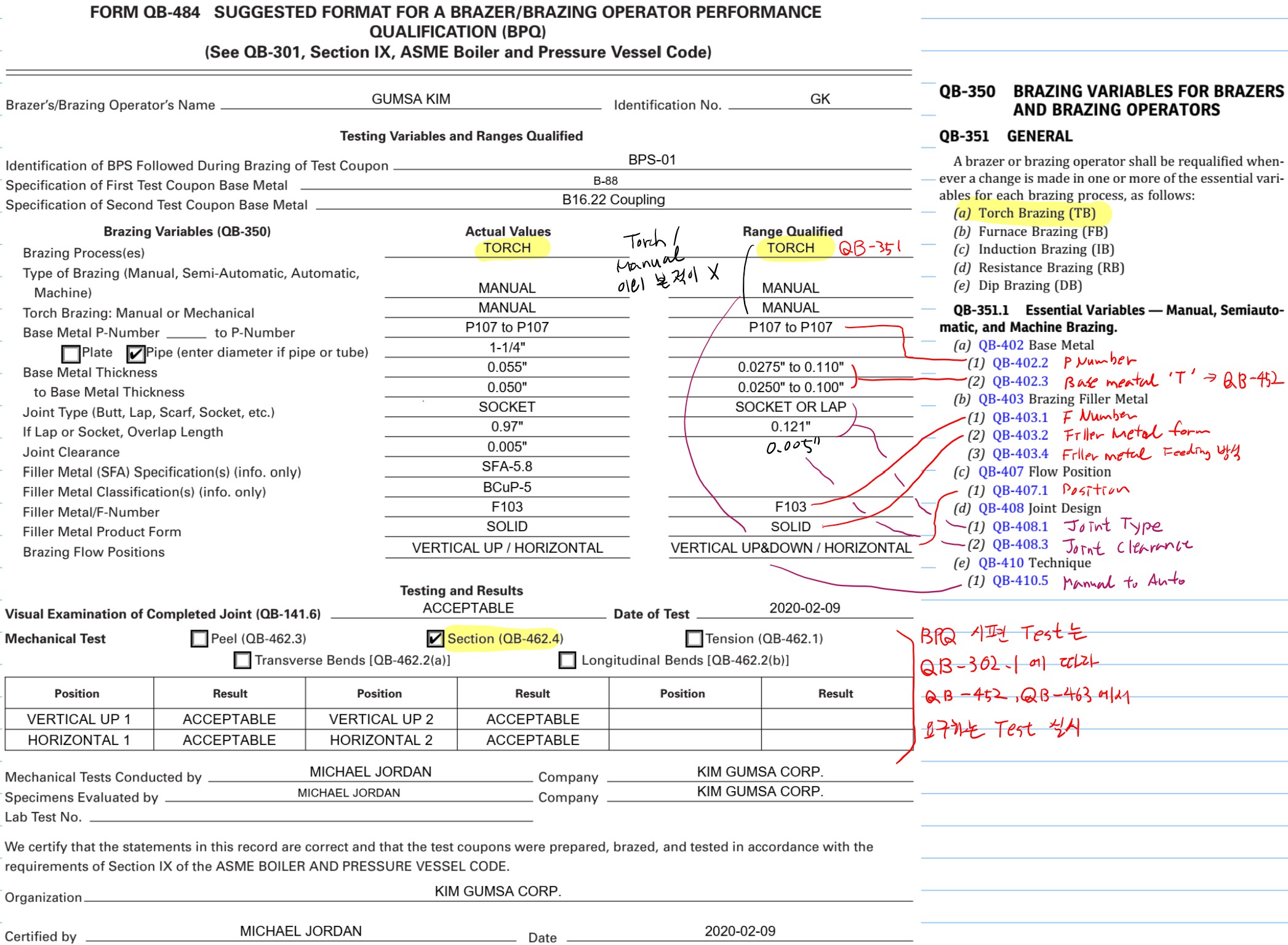
WPQ와 달리 BPQ는 Brazing 종류에 상관없이 Essential Variables가 매우 단순한 것을 알 수 있다. BPQ는 오직 9개의 Essential Variables로 이루어져 있으며 기본 개념은 WPQ와 매우 유사하다.
QB-402.2 P-Number
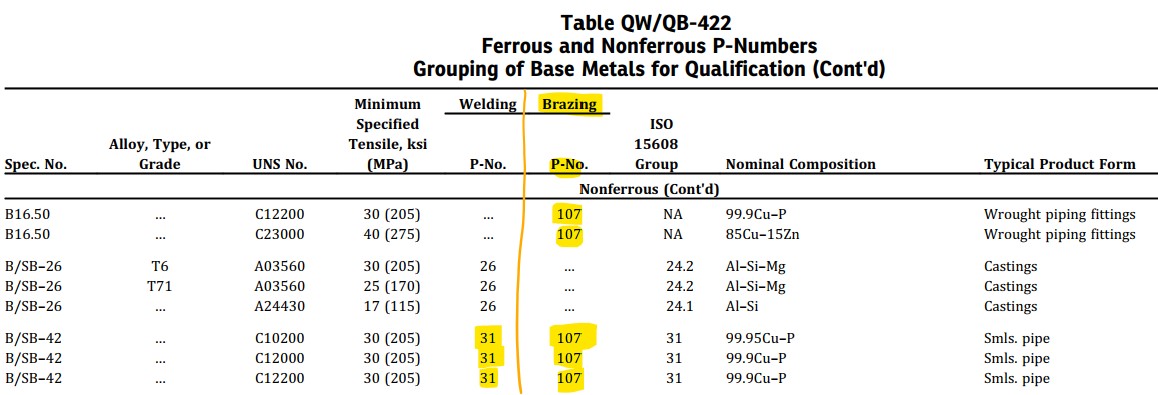
Test에 사용된 P-Number 끼리만 Brazing이 가능하다. 이때 P-Number는 용접과 마찬가지로 QW/QB-422 Table에서 확인할 수 있으며 동일한 재질이라도 용접과 Brazing 시 사용하는 P-Number가 다르다(Brazing 시 P-Number는 100으로 시작). 참고로 예전에는 Brazing에는 P-Number가 아니라 S-Number라는 용어가 사용되었으나 2009년에 S-Number는 없어졌다.
QB-402.3 Base Metal Thickness 'T'
WPQ와 달리 BPQ는 Weld Deposit Thickness 't'가 아닌 Base Metal Thickness 'T'가 Essential Variable이다. 이때 허용되는 T의 범위는 QB-452에서 확인 가능하다. 예제에서는 B88 1-1/4" 배관과 B16.22 커플링(Coupling)이 사용되었으며 각각의 두께는 0.055", 0.050"이다. 따라서 허용되는 T는 각각 0.0275" - 0.110", 0.025" - 0.100" 이다(참고로 Brazing은 대부분 1/8" 이하의 Base Metal 사용).

QB-403.1 F-Number
WPQ와 마찬가지로 F-Number가 변경될 시에는 Re-qualification이 필요하다. Brazing의 F-Number는 QB-432을 확인해야 하며 지금까지 F103 (주로 BCuP-5, '비 컵 파이브'라고 읽음, 15% 실버라고도 함), F102 (BAg-2 '배그 투'라고 읽거나 그냥 '실버'라고하는 경우도 있음) 이외 다른 F-Number가 사용되는 것을 본 적은 없다. 참고로 F103 보다는 F102로 Brazing을 하는 경우가 강도가 더 높아서 누수가 없어야 하는 곳에 F102를 종종 사용한다. 구리 배관을 볼 때 연결된 부분이 은색이면(BAg-2 자체가 Ag, 즉 은이니까) F102로 Brazing 한 것이다.
QB-403.2, 403.3 Filler Metal Form, Feeding 방식
Filler Metal Form이나 Feeding 방식이 변경될 시에는 Re-qualification이 필요하다. 하지만 Solid 이외에 다른 방식(Paste 등)을 본 적이 없으며 Hand Torch 이외에 다른 방식을 본 적이 없어서 QB-403.2/403.3은 별로 신경쓴 적이 없다.
QB-407.1 Position
Brazing에는 Flat, Vertical Down, Vertical Up, Horizontal Flow가 있다. 현실에서는 Plate를 Brazing 하는 경우는 매우 드물기 때문에 주로 배관에 사용되는 Vertical Up/Down, Horizontal Flow Position에 대해서 설명하고자 한다. Horizontal Flow로 Test 시 Horizontal & Vertical Down이 허용되며, Vertical Up Flow로 Test 시 Vertical Up & Down이 허용된다(Brazing 하는 모습을 상상해 본다면 쉽게 이해할 수 있다. Filler Metal이 녹아서 흐르므로 Vertical Down은 가장 쉬운 Position이다).
따라서 배관에 사용되는 모든 Position을 얻기 위해서는 Horizontal과 Vertical Up Flow로 Test를 해야 한다. 주로 Test 시편은 '배관 - 커플링 - 배관'으로 이루어지는데 한쪽은 Horizontal로 한쪽은 Vertical Up으로 Brazing을 해서 모든 Position을 얻는다.
QB-408.1 Joint Type
Joint Type에는Butt, Scarf, Lap, Socket, Rabbet Joint들이 있으나 Lap, Socket Joint(커플링에 배관을 끼워 넣는 것이라고 생각하면 쉽다) 이외 다른 것이 사용되는 것을 본 적이 없다. 이때 Socket이나 Lap Joint로 Test를 하면 Socket or Lap이 허용된다. 그리고 Lap이나 Socket Joint에서는 겹쳐지는 부분의 길이가 25% 증가될 경우 Re-qualification이 필요하다.
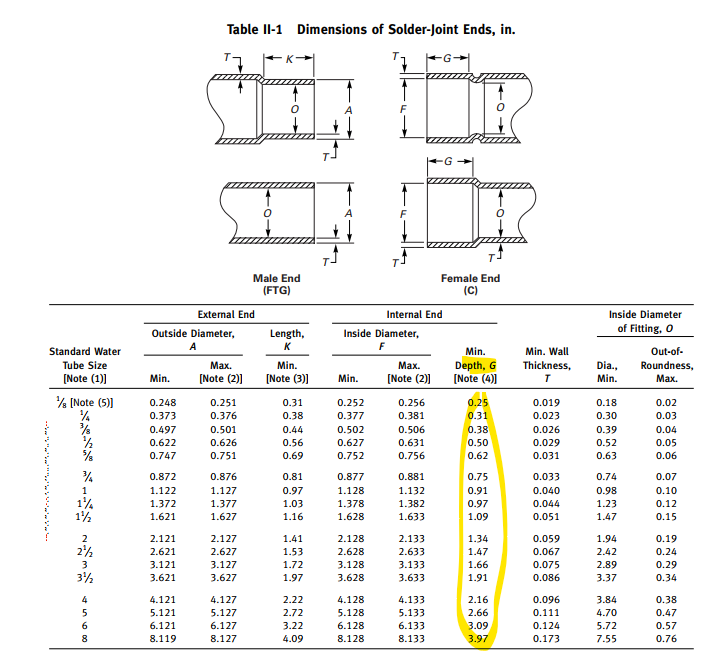
사실 B16.22 Coupling이나 Elbow는 모두 Overlap Length가 정해져 있으며 상기 예제에 사용된 1-1/4"의 경우 무조건 0.97"이고 허용되는 길이는 0.121"까지이다.
QB-408.3 Joint Clearance
QB-408.3에서는 BPS(Brazing Procedure Specification, WPS와 동일한 개념)에서 정해진 Joint Clearance를 초과할 수 없다고 한다. 현실에서는 아무도 신경을 쓰지 않는 듯하다(확인하기도 거의 불가능).
QB-410.5 Technique
당연한 소리로 Manual에서 Auto로 바뀌면 안되는데 이럴 일이 없으니 그냥 알아만 두면 되겠다.
끝으로 BPQ에서 요구되는 시편의 Test는 QB-302에 나와있는데 결국 따라가다 보면 QB-452, QB-463에 이르게 된다. 따라서 다시 한번 Table QB-452.1과 마주치게 되는데 이것의 오른쪽을 보면 Position 별로 2번의 Peel Test나 Section Test를 해야 된다는 것을 알 수 있다.

이때 Inspector로서 가질 수 있는 근본적인 의문은 바로 Peel Test는 무엇이며 Section Test는 무엇이냐는 것이다. 처음에는 도대체 이것이 어떤 것인지 알 수가 없어서 구글과 유튜브를 찾아보았지만(그렇다. 세상에 있는 많은 전문가들이 알고 보면 구글과 유튜브를 보면서 전문가 행세를 하는 것이다) 아무리 찾아도 검색되는 것이 없었다.
QB-462의 그림들과 QB-463의 그림들을 보면 Peel Specimen과 Section Specimen이 나와있지만 그림만 봐서는 잘 이해가 되지 않는다. Brazer Test를 진행하는 업체들도 사실 Brazing만 하지 ASME Sec IX에 나오는 요구 사항들은 잘 모르기 때문에 이것이 무엇인지 깨닫는데 오랜 시간이 걸렸다(다른 Inspector들도 비록 용접은 잘 알지만 Brazing에 대해서는 잘 모르기 때문에 물어볼 곳도 없었다).
아무튼 결론을 말하자면 Peel Test는 하는 것을 본 적은 없으며 주로 Section Test를 실시하는데, 3" 이하의 경우 아래와 같이 배관을 절반으로 잘라서 그 단면을 살핀다. 이때 아래와 같이 Unbrazed Area가 길이의 20%를 초과하면 안된다. 참고로 3" 이하의 배관은 총 2개의 시편을 Brazing 한 후 절반으로 잘라 총 4개의 단면들을 살피게 된다(QB-463.2(2) note (b) 참조).

WPQ 관련 글들
ASME BPVC Sec IX: WPQ 작성법 - SMAW
ASME BPVC Sec IX: WPQ 작성법 - GTAW
참고 ASME B16.22 Coupling의 Lap Length (ASME B16.22 Table II-1)
'김검사의 검사생활 > 검사관련 기술자료' 카테고리의 다른 글
| National Board Inspector 란? (0) | 2020.09.29 |
|---|---|
| National Board Number (0) | 2020.07.20 |
| ASME BPVC Sec IX: WPQ 작성법 - GMAW/FCAW (0) | 2020.01.30 |
| ASME BPVC Sec IX: WPQ 작성법 - GTAW (2) | 2020.01.28 |
| ASME BPVC Sec IX: WPQ 작성법 - SMAW (3) | 2020.01.11 |